Process Overview
Adopting the latest Technology for Efficient and Reliable Manufacturing

Welding is a process of joining metals or thermoplastics by using high amount of heat generated by a power source. This melts the material to fuse together and form a metallurgical bond which is protected by a shielding inert gas to prevent contamination and oxidation. Few commonly known welding services offered by us include GMAW (Gas Metal Arc Welding), GTAW (Gas Tungsten Arc Welding), SMAW (Shielded Metal Arc Welding), FCAW (Flux Cored Arc Welding) and Laser Welding. While this technology has long been used for joining of metals, we also utilize it for overlaying of specific alloys on carbon steel and stainless-steel substrate to impart enhanced properties. Our main expertise in this area include :
It utilizes a non-consumable tungsten electrode to produce the weld when a filler wire is introduced in the arc protected by a shielding gas. It produces a homogeneous and low dilution metallurgical bond with the base metal substrate and mainly used for deposition of Stainless Steel and its alloys, Nickel and its variants, Stellite and its variants. Weld overlay followed by PWHT (Post Weld Heat Treatment) makes the welding denser and removes any residual stresses induced by the welding.
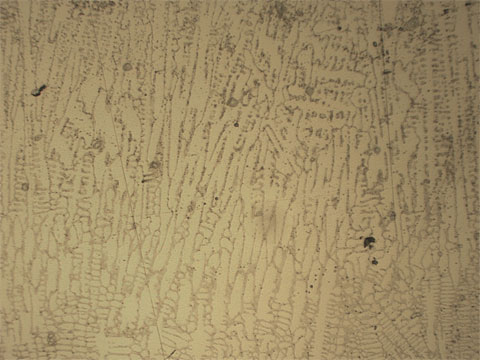
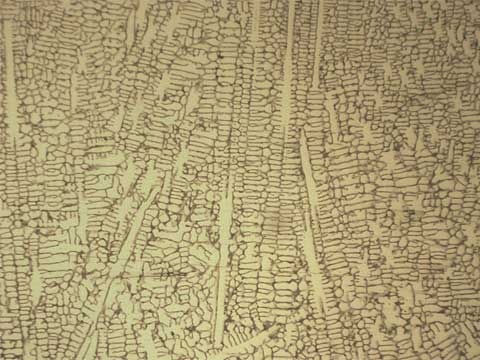
Plasma Transferred Arc is a process used to fuse a metallic coating to a substrate to improve its resistance against wear and/or corrosion. Metal powder is fed into a molten weld puddle (fusion bath) generated by the plasma arc at high temperature (up to 20,000 °C). Deposit thickness can range from 0.6 to 6.0 mm, width from 3 to 10 mm when using a single pass; multi pass welding reaches deposit thickness up 20 mm and width over 30 mm. The deposit microstructure is dense with formation of dendrites during solidification. One of the most important features of the PTA process is the control of dilution which is as low as 5%. It is usually preferred for overlaying of exotic materials such as Nickel and its variants and Stellite and its variants.
It is an extension of coatings done by Powder Flame Spray process wherein the sprayed coating is fused with the base material by application of external heat energy using Oxy-Acetylene torch, Induction coil, Furnace, Laser beam or an external heating source. The coating is taken to solidus temperature (1020 to 1100°C) at which the coating fuses and voids and porosity in the coating collapses making the coating denser and more homogeneous. This also forms a fine metallurgical bond with the prepared substrate which makes the coating capable of enduring impacts. A variety of materials can be deposited by this process to achieve properties required for different critical applications such as Cobalt and its variants, Nickel and its variants, Carbide and its variants etc.
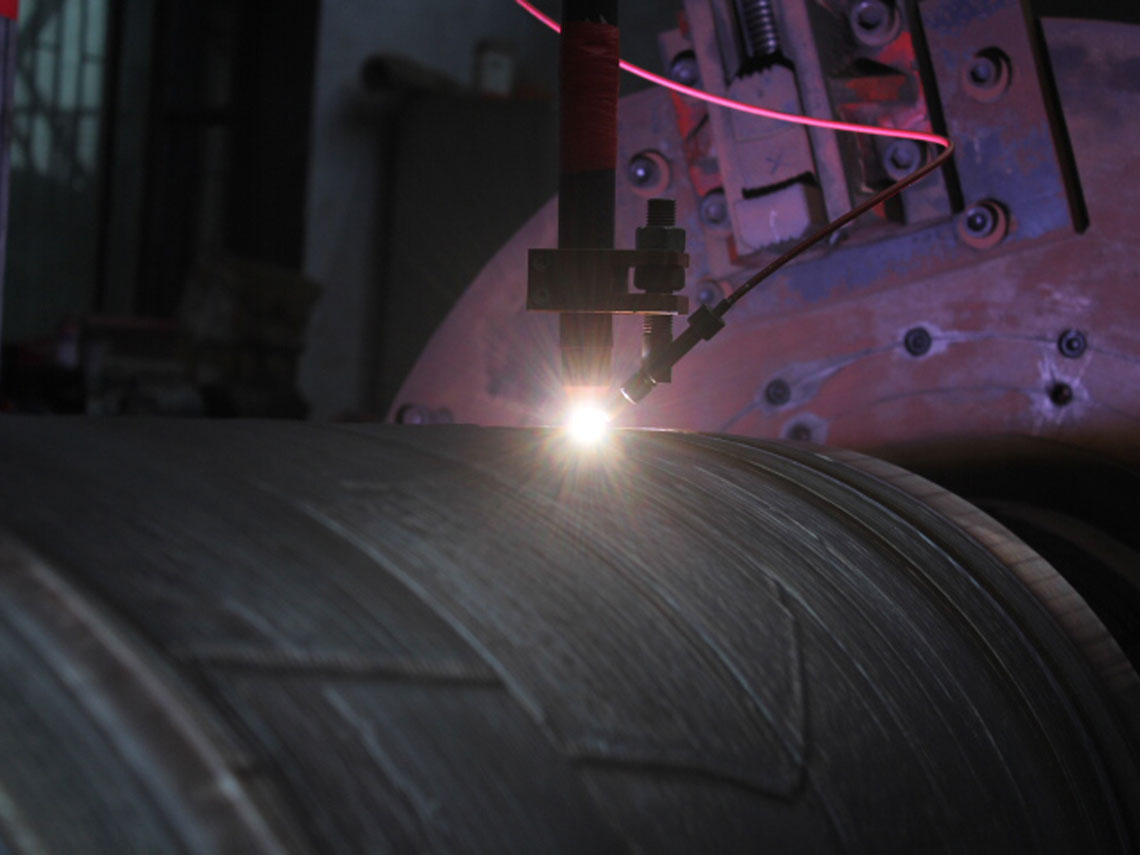
It is the use of electrically produced laser light to heat wire or powder material and apply it to a substrate surface. Since the heat input generated by laser is less it produces minimal HAZ (Heat Affected Zone) which is detrimental to the weld quality. Laser cladding is often performed by robotic manipulators and produces a very dense and homogeneous deposit with the least amount of dilution.
It is a process of joining two similar or dissimilar metals by heating a braze alloy between the components inside a vacuum furnace. The braze alloy has a lower melting temperature than the parent component and melts easily to fill the clearance and form a joint. Vacuum Brazing is preferred where leak tight joints are required mainly in critical Aerospace and Defence components, Automotive and HVAC industries. We specialize in vacuum brazing of nickel and aluminium based filler metals which are available in the form of paste, wire, and foil.
Materials
Commodities that we emulsify into Finished product
We work with a wide variety of materials for welding and overlays. We only use globally recognized brands for our filler material which is qualified by our customer and third-party certification bodies by sample validation process. The process parameters are fixed to ensure consistency and repeatability of process. Few commonly welded and overlayed materials include :

Stellite 1
Stellite 6
Stellite 12

Stellite 21
Colmonoy
Nickel Chrome
Capabilities
A synopsis of our Skills and Expertise
- Latest weld overlay and laser cladding technology
- Weld overlay facility integrated with heavy engineering tool room
- Welding and Cladding processes available – GTAW, PTAW, SMAW, FCAW and Laser.
- Welding and Laser cladding of exotic materials such as Nickel and its variants, Cobalt and its variants, Carbide and its variants etc.
- Completely automated welding setup capable of welding parts up to 2000mm Dia and 2000mm long
- Pre and post machining of weld overlayed parts up to 1500mm Dia and 6000mm long
- Grinding of weld overlayed parts up to 800mm Dia and 6000mm long
- Heat treatment furnaces for pre and post coated/welded parts up to 2000mm Dia and 8000mm long
- Complete end to end manufacturing of weld overlayed/cladded parts and assemblies
- Dedicated welding setup for batch and production parts
- Qualified welding operators capable of manual as well as semi-automatic welding
- Availability of WPS, PQR and WPQ for range of materials qualified by internationally recognized certifying bodies
- NADCAP certified High Vacuum Brazing furnaces for Aerospace and Automotive parts
- In-house laboratory for microstructure analysis of welded samples including micro-hardness and bond strength evaluation
- Welding facility certified to AS 9100 Rev.D and ISO 9001 Quality Management System
- Welding shop approved by BHEL and MNC’s such as Siemens and L&T
Application and Benefits
Gain an Advantage over your Competition
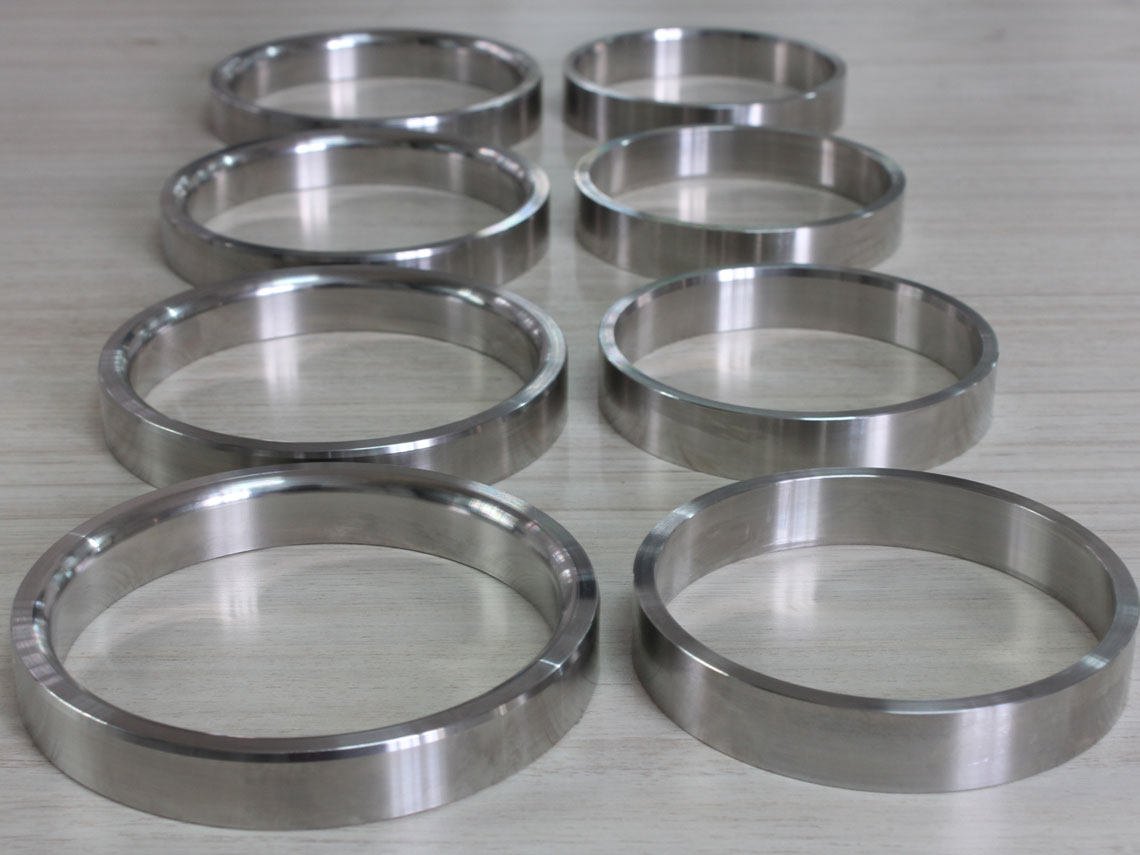
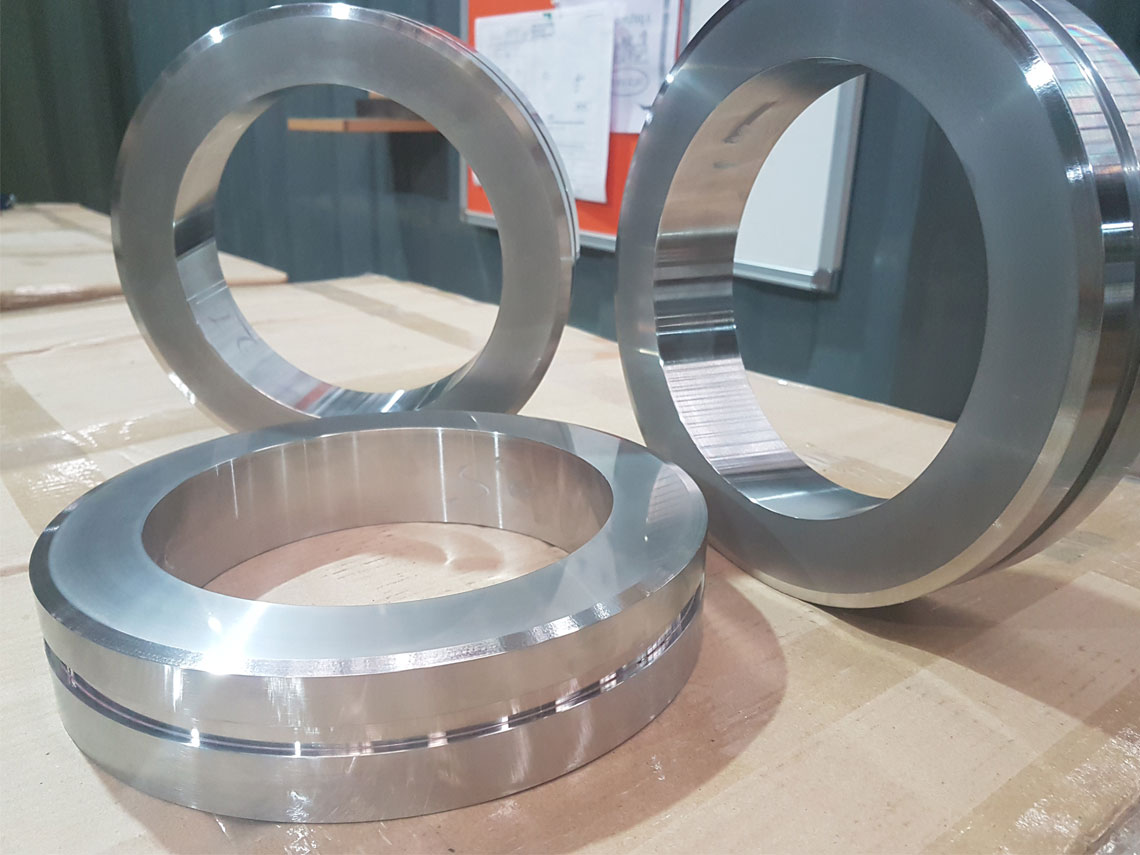
- Similar to plating and coatings, weld overlay finds applications in critical working environments such as Oil & Gas, Steel, Pumps and Valves, Hydraulic, Plastic Extrusion etc.
- Few commonly weld overlayed parts include valve spindles, diffusers, shafts, pump casings and rings, mandrels and housings, piston rods etc.
-
Weld overlay and Laser cladding offer numerous advantages such as :
- Wide range of exotic materials can be used in different forms
- Flexibility to apply on any base material substrate
- Forms a metallurgical bond which gives high impact strength
- Enhances wear, abrasion, corrosion, and high temperature oxidation resistance
- Improves operational life of part
- Reduces downtime and breakdown costs
Frequently Asked Questions
Got Questions? We’ve Got Answers!
- It is a fabrication process whereby two or more parts are fused together by means of heat, pressure or both forming a join as the parts cool. Welding is usually used on metals and thermoplastics but can also be used on wood. The completed welded joint may be referred to as a weldment.
- Another form of fusing two metals is by form of weld overlay wherein a metal is deposited on substrate by means of welding process. It gives the flexibility of deposit different grades of material over a given substrate.
- The various types of welding process that we can perform include SMAW, GTAW, PTA, Laser welding, Spray and Fuse etc. For more details, please refer the Overview section of this page.
-
Conventional welding (MIG/TIG)
- Very widely used in the manufacturing industry
- Operators are more accustomed with the process
- It is easier to automate
- Can be used for welding less precise parts
- Lower investment costs
-
Laser welding
- Total heat input is much lower and HAZ (Heat Affected Zone) is much smaller
- Less thermal stress and damage leading to less distortion
- Faster production speeds leading to quicker turnaround
- It is an excellent joining method for thin and delicate parts
-
Welding defects are formed in welding work due to the weak or poor technique used by inexperienced or untrained welders or due to structural problems in the welding operation.
- Porosity and Blowholes – Porosity is a group of small bubbles and blowholes are relatively large hidden holes or pores mainly caused by trapped gases and weld metal contamination.
- Cracks – It is the most dangerous type of welding defect. When the weld pool cools and freezes, the weld must be sufficient in volume to overcome the metal shrinkage. Otherwise, it will make a crater crack.
- Incomplete fusion – These types of welding defects occur when there is a shortage of suitable fusion between the metal and weld. It may also be visible between adjacent weld beads. This produces a gap inside the joint that is not filled with molten metal.
- Slag inclusion – It can occur when the flux, which is a solid shielding material applied when welding, melts in the weld or on the surface of the weld region. Slag inclusion decreases the strength of the joint and hence makes it weaker.
- Spatter – Spatters are tiny metal particles that are ejected from the arc during welding and accumulate on the base metal throughout the weld bead along its length. This is particularly common happens in gas-metal arc welding.
- Distortion – Distortion is the difference in size and location between the positions of the two metal plates before and after welding due to the temperature grade present at several points along the weld joints.
- We have developed and keep upgrading our capabilities by adding professional and experienced vetted suppliers to our vendor network. Please refer to Capability section of this page for more details.